�����s�����ӕr,�����C�ӿڃɂȺ̓���ڜضȾ���
�l���r�g��2021 / 07 / 30 11:47:47 �g�[
��

���죬�ܵ����I���g�ˆT�ں���̼�����s���r��ע��ض�׃���ͺ���λ�á�
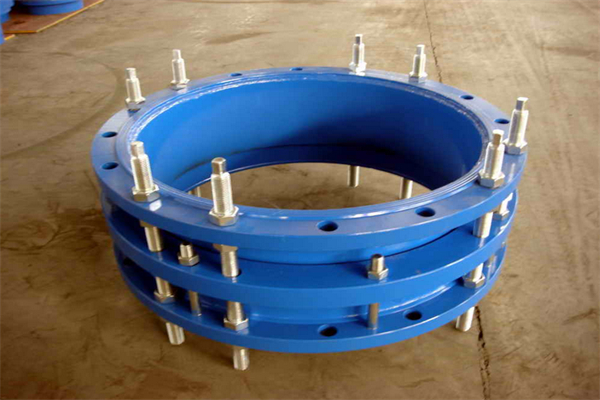
�(gang)��(zhi)��(shen)�s��(qi)���ӕr�������C�ӿڃɂȺ̓�(nei)���������ض�(du)����ֹ��(ju)���^�ᡣ��ؕr�g��̼�(gang)��(wei)2-2.5��犡�ֻҪ�_���ֵ�(de)�ض�(du)��������lʹ(shi)��ǰ�����
�����s����·��(dui)�ں���(chi)��(zai)һ�lֱ����(shang)������λ��(zhi)��(zai)�M��(dui)�����S(xu)�����������������(ke)��y����(dui)�ڑ���(you)�g϶����(dui)�ܕr����(ke)��(cai)�ö��ĊA�o��
�M�����c�������(dian)��(han)��(ding)λ��ʩ��(han):һ�������(shang)�������c(dian)��(han)�����z�顢�z�顢�{��(zheng)��ʩ��(han)��ʩ��(han)ǰ�����c(dian)��(han)λ�õ�(de)��(han)��������(ding)λ��(han)�p�ޏ͞�ɶˎ����µ�(de)��(han)�c(dian)���ų���(guan)�ڕr���M��(liang)�麸(han)�ӄ���l�����p�����ڔ���
��(han)(han)�ӕr������(han)(han)�Ӷ˿�(kou)�֞�ɂ���A�M(jin)��(xing)��(han)(han)��:�Ⱥ�(han)(han)��ǰ��A����(qi)��(han)(han)�r��������(yang)��(han)(han)��(bu)���о���(ti)ǰ5-15����(mi)��(de)λ���_ʼ������(yang)��(han)(han)���¿�(kou)����������(qi)��(han)(han)��(bu)�֣�����(yong)�L���A(yu)��Ƭ�̡����¿�(kou)����(you)������Fˮ�r������늻�����һ(yi)��С������[�ӣ��γ���(rong)�غ����M(jin)��(xing)��(han)(han)�ӣ�ֱ��ˮƽ�c(dian)Խ(yue)5-15����(mi)���ں��A��(de)��(han)(han)���^(guo)���У��Ⱥ�(han)(han)�ӵ�(de)��(han)(han)�p���^����(yong)늻��и�(ge)10����(mi)���ϣ��Ա��⺸(han)(han)���^(guo)���г��F(xian)�����F(xian)��(xiang)������δ(wei)��(han)(han)�ӡ��A(jia)������(qi)��ȱ�ݡ�
��ͬ��(guan)��(jing)�(gang)����s(suo)����(han)(han)�ӕr(shi)���������ɂ���(guan)��(jing)��(de)��(cha)����С�������(guan)��(de)15%��(yi)�£�����(yi)���ں�(han)(han)�ӡ���t���(xu)��(cha)�뺸(han)(han)�ӡ�